

게재월 | 2014 - 01  106048
106048  0
0



1. 서론
2011년 3월 동일본대지진 이후, 후쿠시마 제1 원자력발전소의 지진 피해, 지역의 방사능 오염으로부터 ‘안전 신화’과 붕괴되어 국가의 원자력에 의거한 전력 정책도 급변했다.
국민 여론의 폐지·폐로를 요구하는 목소리도 커지고 있다. 시가지 부근에 대지진 피해의 위험성도 예상되는 시즈오카현의 하마오카 원자력발전소는 국가에 의한 긴급 정지 명령이 내려지는 등 일본 각지의 원자력발전소도 가동 정지의 사례가 압도적으로 많다. 또한 원자로 연료의 재생을 목적으로 한 고속 증식로 ‘몬쥬’도 냉각제의 나트륨 누설 화재, 연료봉 반송장치의 낙하 사고, 정기 점검의 불충분 등 정지 상태가 이어지고 있다. 쓰루가 제2 원자력발전소에서도 활단층이 확인되어 폐로의 공산이 커지고 있다.
이들 전력 위기를 배경으로 태양광·풍력·수력·지열 등 재생 가능한 에너지에 의한 발전량 증가가 요구되어 긴급히 보급, 계획·검토가 시작되고 있다.
한편으로 폐쇄 중인 화력발전소의 재가동 등에 의한 전력 공급도 시작되고는 있지만, 화석 연료의 수입이 필요해지고 정권교체 후의 ‘금융 완화’에서 급속한 엔저로 인한 연료 코스트 상승 등으로 전력 요금의 대폭 인상도 일어나고 있다.
이전부터 지구온난화 가스, 코스트 절감을 목적으로 한 전력 절감이 금속가공 산업으로도 확대되고 있지만, 전력 위기, 코스트 대응에서 금속가공 업계뿐만 아니라 각 산업 모두에 전력 절감의 대응이 확대되고 있다.
한 대규모 건설기계 메이커에서는 이산화탄소 등 지구온난화 가스의 절감, 전력 절감에 의한 코스트 다운의 시점에서 5년 계획으로 전력량 반감이라는 원대한 계획을 세우고 있다. 생산설비, 공조, 조명, 공장 환경 등 모든 공정, 전력 사용 기기를 전면적으로 재검토하여 3년 경과한 현 시점에서 약 25% 절감을 실현하고 있다.
2. 세미드라이 가공이란
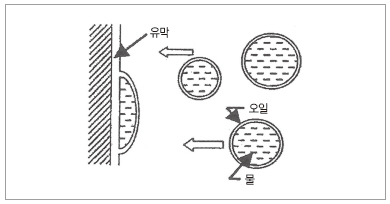
세미드라이 가공이란 가공점에 압축 에어를 통해 1시간에 수 mL(cc)의 극미량, 윤활성이 높은 유제 등을 공급하는 가공 기술이다. 공급하는 유제가 극미량이고, 절삭칩은 완전히 건조 상태에서 배출된다.
세미드라이 가공은 항공기 부품의 고품위·고능률 가공을 목적으로 하여 미국에서 개발됐다. 당시 절삭공구의 수입 상사였던 동사는 1989년부터 세미드라이 급유장치를 수입 판매하고 있다(표 1, 그림 1).
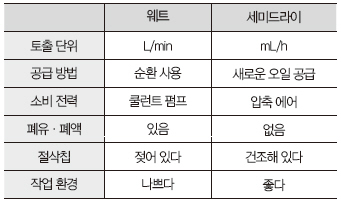
▲표 1. 웨트/세미드라이의 특성 비교
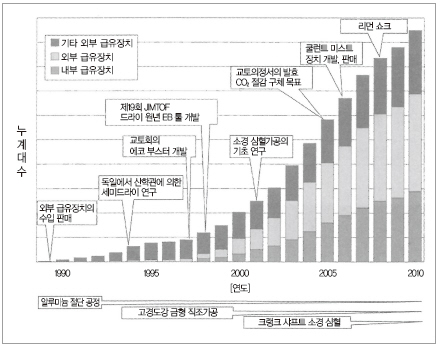
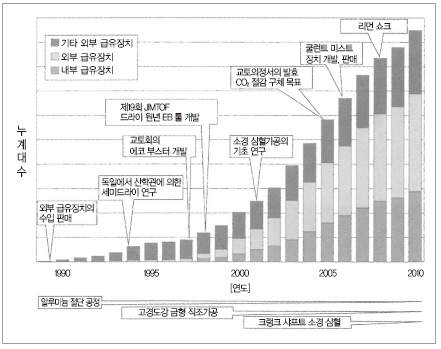
▲그림 1. 세미드라이 급유장치 누계 생산대수
이 새로운 가공 기술은 니어 드라이 머시닝(Near Dry Machining)이라고 불리고 있었는데, 동사에서 독자적인 명칭 ‘세미드라이 가공’이라고 이름을 붙이고 상품명 ‘블루베’로 판매를 시작했다.
그 후 대학 등에서 세미드라이 가공의 기초 연구가 시작되어 ‘MQL’(Minimum Quantity Lubrication)의 이름이 붙여졌다. ‘세미드라이 가공’과 ‘MQL’은 동의어이다.
당초에는 세미드라이 급유장치의 수입 판매였지만, 상품을 수입하여 일본에서 조립을 거치고 1997년에는 독자적인 신형 급유장치 ‘에코 부스터’를 개발하여 수입 상사에서 제조업으로 업태를 변경, 이후 각종 세미드라이 급유장치, 유제, 전용 절삭공구의 개발·제조·판매를 하고 있다.
3. 환경상 수상
동사에서는 이전부터 ‘환경 친화적이고 고능률인 세미드라이 가공’을 영업 포인트로 하여 세미드라이 급유장치를 판매해 오고 있다. 2010년에는 20년 이상에 걸쳐 환경 상품인 세미드라이 급유장치의 판매를 평가받아 ‘지구사랑 환경상’ 동상을 수상했다. ‘지구사랑 환경상’이란 2005년 ‘지구사랑 박람회’를 계기로 설립된 현창제도로, 환경 친화적인 제조기업에게 주어진다. 수상 이유는 ‘금속가공 업계에서 생산성 향상과 환경 대책을 양립시키는 세미드라이 가공법’으로 동사의 영업 포인트의 정당성이 뒷받침된 것이다.
4. 신제품 ‘엠큐엘’
동사는 세미드라이 급유장치뿐만 아니라, 각종 유제, 전용 절삭공구를 판매하는 세계적으로 유일한 세미드라이 급유 메이커이다.
1989년부터 세미드라이 급유장치 등의 판매를 계속해 다양한 경험·실적을 쌓아올리고 있다. 이 경험을 살린 신제품이 ‘엠큐엘’이다.
금속가공 업계에서는 비용 절감, 전력 절감, 날이 있는 툴 수명 연장, 고품위·고정도 가공 등 다양한 요구가 있다. 이 유저의 개개의 문제 해결을 하는 것이 ‘엠큐엘’이다.
한 자동차 부품의 절단 공정에서는 후공정에서 사용하는 수성 도료의 부착성을 높이기 위해 수계 유제를 개발, 세미드라이 급유장치와 함께 채용하고 있다.
타사제 세미드라이 급유장치를 사용하고, 부유 미스트의 발생이 많아 작업환경 상 문제를 안고 있는 회사에는 부유 미스트 발생이 적은 유제를 개발하여 채용하고 있다. 부유 미스트의 억제 효과는 유제의 부착성 향상으로 이어지고, 작업 환경의 개선뿐만 아니라 유제 사용량도 대폭 절감됐다.
미세 입자지름 유제의 극소량 공급 특성을 살려 공작기계의 주축 베어링 윤활에 채용할 수 없는지 검토하는 기업도 있다.
5. 세미드라이 급유장치
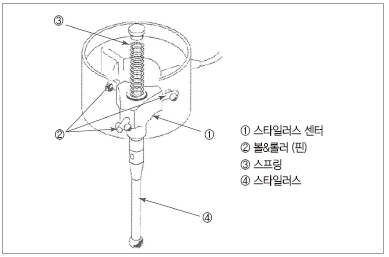
세미드라이 급유장치는 유제의 공급 방법에 따라 2종류가 있으며, 외부에서 노즐로 가공점에 유제와 압축 에어를 공급하는 외부 급유장치, 회전하는 주축 내부나 NC 선반 날붙이대 등 복잡한 회로에서 공급이 가능한 내부 급유장치 ‘에코 부스터’가 있다(그림 2, 3).
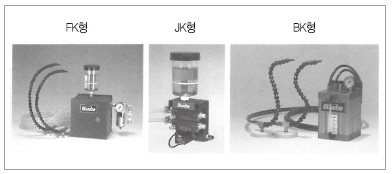
▲그림 2. 각종 외부 급유장치
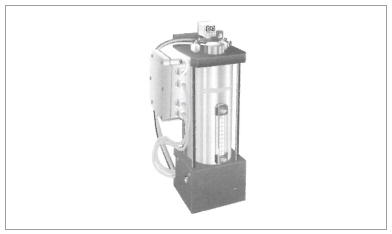
▲그림 3. 내부 급유장치 ‘에코 부스터’
이 외에 외부 급유장치의 일종으로서 가공점의 냉각성을 확보하기 위해 유제, 압축 에어와 함께 쿨런트(수용성 절삭유제 희석액)를 공급하는 ‘쿨런트 미스트 장치’나 신상품인 초소형 급유장치 마이크로 부스터 ‘μ’(뮤)가 있다(그림 4, 5).
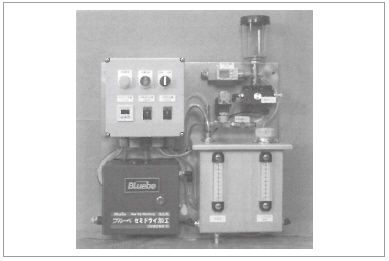
▲그림 4. 쿨런트 미스트 장치
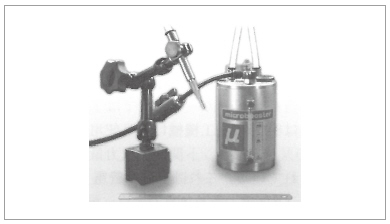
▲그림 5. 마이크로 부스터 ‘μ’
IT, 의료 관련 등의 미세 정밀 부품가공 용도로서 100kg 전후의 데스크톱형 공작기계의 개발·판매도 추진하고 있다. 데스크톱 기계에는 커버가 필요 없는 기계도 많아 건식가공이 많다. 데스크톱 기계의 세미드라이 가공을 위해 마이크로 부스터 ‘μ’를 개발했다. 이 급유장치는 머그컵 정도의 초소형(본체 W70×D83×H126), 유제 공급 노즐은 1개, 최대 유제 공급량 1mL/h의 사양으로 되어 있다(표 2).
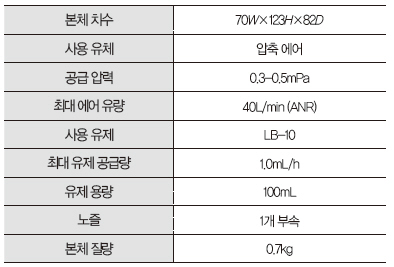
▲표 2. 마이크로 부스터 ‘μ’ 기본 사양
6. 환경 친화적인 식물성 유제
동사에서 판매하는 고윤활성 유제는 모두 식물성 유제를 베이스로 하고 있다. 과거 선반 기술자가 유채씨 오일을 바르고 있었던 것처럼 윤활성도 높다.
식물성 유제는 높은 생분해성을 가지며, 땅 속으로 누설되어도 박테리아에 의해 분해되어 토양 오염의 발생이 적다. 유럽에서는 옥외 환경에서 사용하는 건설기계나 기기류는 식물성 작동유 등의 사용이 법정화되어 있는 나라도 있다.
일반적으로 유제는 탄소와 수소를 기본으로 하는 물질이고, 연소 등으로 열에너지의 이용이나 폐기물 처리를 하면 탄소가 산소와 결합하여 약 3배의 이산화탄소를 발생한다. 밀도 783kg/m3의 가솔린을 예로 들면, 1L의 연소에 의해 2,360g의 이산화탄소를 배출하는 것이 알려져 있다.
식물성 유제는 재생 가능한 자원으로 짧은 주기로 이산화탄소를 흡수하면서 재생하기 때문에 ‘카본 뉴트럴’이라는 말처럼 소각 등에 의한 폐기물 처리에도 이산화탄소의 배출은 없는 것으로 간주되고 있다. 또한 식물성 유제는 인화점이 높은 것이 많고, 일부 순정유제로 소방법 제4류 제3·4석유류의 적용 유제도 있지만, 대표적인 순정 유제 ‘LB-1’은 인화점이 320℃로 소방법에서 비위험물로 분류되어 있다.
7. 세미드라이 도입에 의한 전력 절감
대기전력의 절감, 전력 절감의 시점에서 NC 제어, 주축 모터, 유압 유닛 등 전력 소비기구의 효율화도 추진되고는 있지만, 한편으로 고능률 가공을 가능하게 하기 위해 고속 주축, 이송축 모터의 고출력화도 추진하고 있다.
고속 주축에서는 스타팅 시간을 단축하기 위해, 이송축 모터에서는 높은 가속도를 가능하게 하기 위해 함께 고출력화가 추진되고 있다. 이들은 결과적으로 냉각기구를 필연적으로 하고, 고기능화는 전력 절감과 상반되는 기구로 되어 있다. 또한 대형기 등에서는 쿨런트 펌프나 유압 유닛도 복수 대 설비하는 기계도 있다. 한 회사에서는 이전부터 사용해 온 기계를 전력 절감의 시점에서 최신 기계로 대체한 결과, 전력량이 대폭 증가한 사례 등도 보고되어 있다.
이전에 자동차 메이커의 조사에서는 공장에서의 전력량은 80%가 가공기계에 의해 사용되고, 그 중 50%가 쿨런트 관련 전력량이라고 알려져 있다. 이것은 공장 소비전력의 40%가 쿨런트 관련인 사실이며, 습식가공으로 대체하는 세미드라이 가공은 전력 절감에 큰 효과를 나타낼 가능성이 있는 근거라고 할 수 있다.
한 자동차 메이커에서는 알루미늄제 실린더 블록의 라인에 세미드라이 가공을 채용하고, 종래의 습식 라인과 비교하여 전력 사용량이 반감, 폐유가 80% 감소, 소각 처리되는 산업폐기물이 25% 감소하는 큰 효과를 창출하고 있다.
알루미늄제 자동차 부품의 주조 메이커에서는 탕구 절단 공정에 세미드라이 가공을 도입했다. 절삭칩은 건조 상태에서 그대로 재용해가 가능하게 됐다. 그렇기 때문에 세정·건조 공정이 불필요해지고 연간 수 천만엔의 코스트 다운이 되었다.
세미드라이 가공은 습식가공과 비교하여 열변위 발생이 적다. 압축 에어는 공장 내의 배관으로 다른 에너지의 사용도 없고 실온과 동조한 온도가 되어, 주축이나 기계 내부의 편열에 의한 열변위량을 대폭으로 감소시킬 수 있다.
8. 고능률 가공 등의 사례
(1) 크랭크 샤프트 소경 심혈
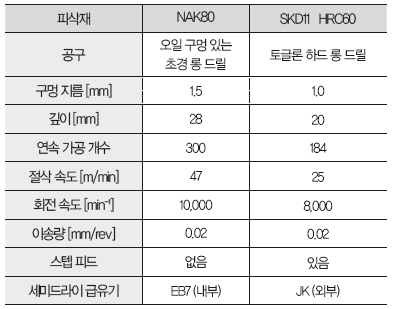
자동차 엔진의 피스톤을 연결하는 크랭크 샤프트에는 플레인 메탈 윤활 용도의 소경 심혈가공이 있다. 종래 기술에서는 건드릴 전용기에 의한 습식가공이었지만, 직교 3축과 회전 2축 크랭크 샤프트로 특화한 세미드라이 급유장치를 표준 탑재한 머시닝센터도 개발되어 오일구멍이 있는 초경 롱 드릴과 세미드라이를 병용하여 가공 능률이 5배 이상으로 되어 있다(표 3, 그림 6).
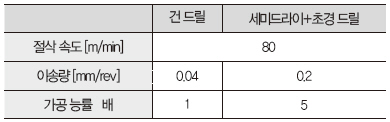
▲표 3. 크랭크 샤프트 소경 심혈가공 조건 비교
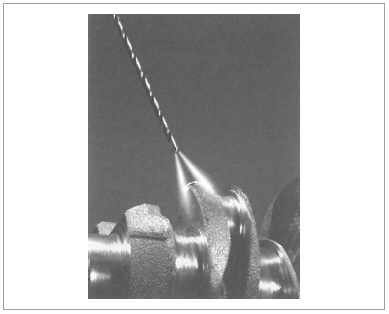
▲그림 6. 크랭크 샤프트 소경 심혈가공 유제 토출 이미지
(2) 고경도강 직조 금형
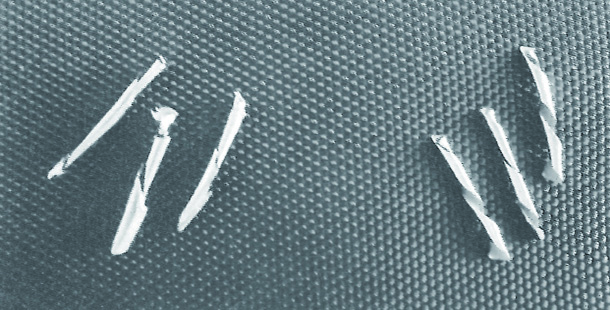
HRC60 고경도강의 엔드밀 측면가공을 건식, 습식, 세미드라이의 3종으로 비교시험을 하여 세미드라이 가공에 의해 공구 수명이 2배가 됐다(그림 7).
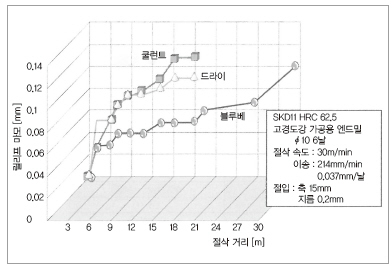
▲그림 7. 공구 마모량 비교
(3) ‘쿨런트 미스트 장치’ 고능률 구멍뚫기
유제와 압축 에어에 의한 세미드라이의 냉각성을 보완하기 위해 쿨런트(수용성 절삭유제 희석액)를 모두 토출하는 ‘쿨런트 미스트 장치’에 의한 □20 슬로어웨이 드릴 고능률 가공의 사례이다. S50C 기계 구조용 탄소강, SS400 일반 구조용 압연강재의 2가지 강재의 구멍뚫기가공을 연속 100구멍 실시하고 있다. S50C 사례에서는 60mm 깊이 1구멍 5초, 100구멍 연속가공 후의 외주날 릴리프면 마모는 0.15mm였다(표 4).
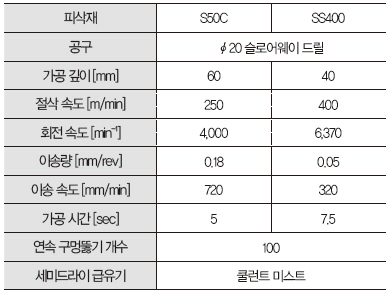
▲표 4. 강재의 고능률 구멍뚫기가공 블라인드 홀
(4) 볼 엔드밀 경사면 가공
30°의 경사면을 고정으로 하여 SUS420에 실제 절삭 속도 200m/min의 5시간 연속가공을 했다. 릴리프면 마모의 비교에서 습식가공과 거의 동등, 약 80μm의 공구 수명이었다. 세미드라이 가공에서는 1날 이송의 가공면 흔적에 기복이 없고, 고품위 가공면으로 되어 있다(표 5, 그림 8).
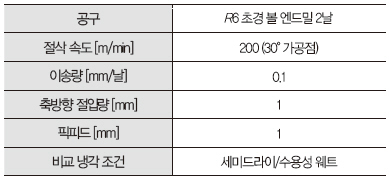
▲표 5. SUS420 30° 경사면 5시간 연속가공
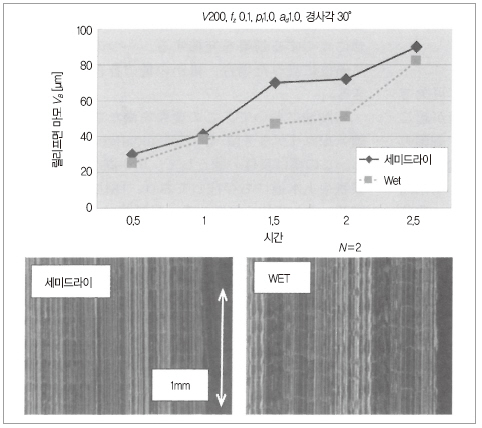
▲그림 8. SUS410 R6 초경 볼 엔드밀 가공
(5) 극소경 심혈가공(표 6)
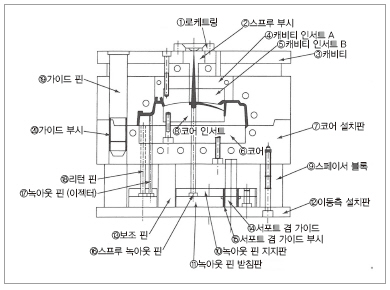
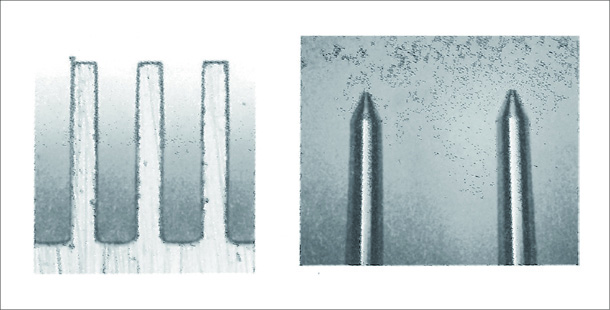
금형가공은 절삭공구나 기계의 진화에서 머시닝센터에 의한 담금질강의 직조가 당연한 기술로 되어 있다. 형상은 절삭가공만으로 연마리스 가공이 가능하게 되지만, 이젝터 핀 구멍은 별도의 공정으로 하고 있는 경우가 많다. 이 이젝터 핀 가공도 형상 생산과 동일한 공정으로 가능하다면 공정집약이 되어 코스트 다운으로 이어진다. 이 이젝터 핀 구멍 등을 모방하여 각종 소재에 소경 심혈가공을 실시했다. SKD11, HRC60의 □1 구멍은 면조도, 진원도, 진직도 모두 양호한 결과가 되고, 핀 게이지로 에어 쿠션을 발생시킬 만큼의 정도로 되어 있다.
▲표 6. 극소경 심혈가공 조건
오타 아키오 (太田 昭夫)

게재월 | 2014 - 01
106048
0

copyright(c) HelloT all right reserved


