

게재월 | 2014 - 01  105270
105270  0
0



동사는 1986년에 세계 최초로 전 3축 유정압 안내면의 소형 평면연삭반을 개발, 초정밀 가공을 선도해 왔다. 그 압도적인 기계 정도와 정도 열화하지 않는 내구성은 기계를 도입한 대부분의 유저로부터 절찬받았으며 지금까지 호평을 받고 있다.
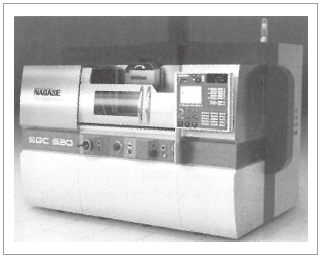
이 기본을 충실히 지키면서 더욱 최신의 제어 기술과 계측 기술을 담은 차세대 초정밀 성형 평면연삭반 ‘SGC-630αS4-Zero3(척 사이즈 600×300mm)’ (그림 1)및 ‘SGC-840αS4-Zero3(척 사이즈 800×400mm)’를 개발했다.
▲그림 1. ‘SGC-630αS4-Zero3’의 외관
기계적 특징
1. 좌우·전후 이송의 리니어모터화
상하·전후·좌우·숫돌축의 모든 안내면에 유정압 베어링을 채용하고 있는 것은 이미 초정밀 연삭반의 상식이기 때문에 그 상세한 설명을 한다.
좌우 테이블은 리니어모터 구동 방식을 채용하고 있지만, 이송의 매끄러움을 중시하여 독자 개발한 특별한 모터를 채용하고 있다. 유정압 안내면과 그 리니어모터의 조합은 동사가 자랑하는 1nm 분해능의 하이엔드기에 채용하고 있는 궁극의 구조이다.
또한 이 리니어모터를 전후 이송에도 채용함으로써 평면 연삭의 생명인 전후·좌우의 평면 트레이스 동작을 지금까지와는 차원이 다른 매우 고정도로 매끄럽게 보내는 것이 가능하게 됐다.
2. 상하 절입축의 추종성
이 기계의 최소 설정 단위는 0.1μm이지만, 전 축에서 분해능 10nm 이하의 고정도 리니어 스케일에 의해 피드백 제어하고 있다.
스틱 슬립이 전혀 발생하지 않는 정평 있는 유정압 안내면과의 상승 효과에 의해 매우 고정도의 위치결정 정도를 실현하고 있다.
상하축을 특수한 방법에 의해 최소 설정 단위의 1/10인 10nm로 스텝 이송한 경우의 측정 결과를 그림 2에 나타냈다.
이와 같이 10nm의 정도로 위치결정할 수 있는 능력이 있으며, 0.1μm의 최소 설정 단위로부터는 예측할 수 없는 이송 정도를 갖고 있다는 것을 이해할 수 있을 것이라고 생각한다.
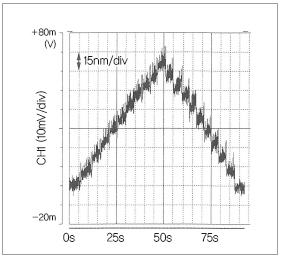
▲그림 2. SGC-630α의 상하축 10nm 스텝 이송 정도
기상 계측 기능
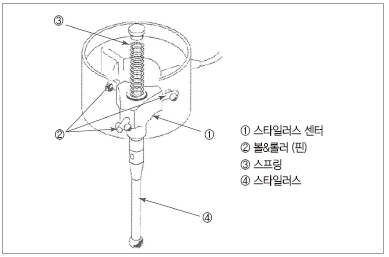
1. 고정도 터치프로브
요구되는 가공 정도는 높아짐에 따라 기상 계측의 중요성이 증가하게 된다. 계측을 위해 워크를 떼어내어 버리면, 수정가공하기 위해 다시 세팅했을 때에 어떻게 해도 설치 오차는 생기게 된다.
그렇기 때문에 가공 후에 기상에서 고정도로 워크를 계측하는 것이 가능하도록 고정도의 터치프로브를 장착할 수 있다.
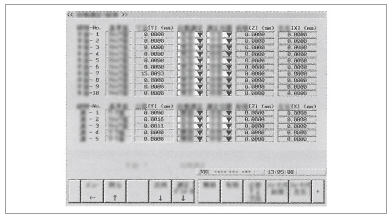
표에 블록 게이지(높이 55mm)를 7회 기상 계측했을 때의 측정 결과를 나타냈다. 표준편차 0.09μm로 고정도 계측이 가능하다.
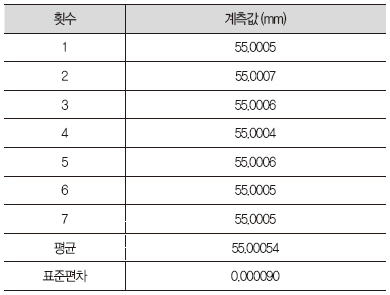
▲표. 블록 게이지의 측정 결과
블록 게이지 (높이 55mm)
2. 평면 높이의 기상 계측
평면 연삭한 워크의 높이를 고정도로 측정하고 싶다는 요구는 지금도 매우 높다. 그렇기 때문에 평면의 높이를 자동 계측하여 목표 치수까지 최대한 연삭하는 것이 가능한 고기능 소프트웨어를 탑재하고 있다.
그림 3에 나타냈듯이 최대 10종류까지의 이형상 워크를 척 상에 세팅하고, 연속해서 가공·계측하여 소정의 치수가 되기까지 자동으로 최대한 연삭하는 것이 가능하다.
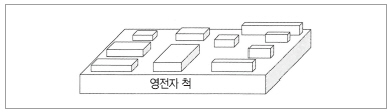
▲그림 3. 멀티 워크 연삭의 자동 계측
그림 4에 자동 측정 화면을 나타냈다. 디폴트 설정에서는 워크의 중앙을 자동 계측하는 모드로 되어 있으며, 계측 위치를 그 상황에 따라 설정할 필요가 없다.
▲그림 4. 자동 측정 화면
물론 필요에 따라 임의의 측정 위치를 티칭에 의해 설정하는 것도 가능하고, 동일한 위치를 반복 계측하여 측정 정도를 더욱 향상시키거나 전후 축을 피치 이동시켜 다점 계측하거나 하는 것도 가능하다.
또한 수동 감각으로 간단히 워크의 높이를 측정하는 것도 가능하다. 우선 척 상면을 측정하여 기준면으로 하고, 측정하고 싶은 워크의 위치로 수동 조작으로 위치결정하여 측정 스타트함으로써 마치 범용 하이트 게이지를 조작하는 감각으로 플렉시블한 고정도 높이 측정이 가능하다.
그림 5에 범용 높이 측정 화면을 나타냈는데, 이와 같이 팝업창이 표시되어 기준면과 워크면의 좌표값과 워크의 높이가 표시된다.
▲그림 5. 범용 높이 측정 화면
3. 수동식 3차원 기상 계측 시스템
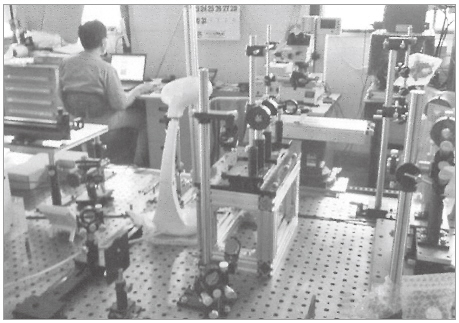
또한 특필할 만한 기능으로서 이 고정도 터치프로브를 활용하여 3차원 계측의 기능을 부가할 수 있는 것이 있다. 그림 6에 그 3차원 계측 시스템을 나타냈다. 이 시스템은 범용의 3차원 측정기 소프트웨어를 기반으로 하여 동사의 가공기용으로 커스터마이즈하고 있으며, 일반적인 3차원 측정기가 가지고 있는 여러 방면에 걸친 계측 기능을 한번에 구비하고 있다.
이 계측 시스템을 NC 장치에 접속함으로써 계측기의 조그레버로 가공기의 X/Y/Z 3축을 자유롭게 조작하는 것이 가능하며, 일반적인 수동 3차원 측정기와 동일한 요령으로 취급할 수 있다.
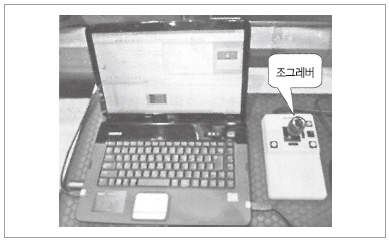
▲그림 6. 수동식 3차원 기상 계측 시스템
4. CNC 3차원 기상 계측 시스템 (스마트 3D 프로빙)
이번에 새롭게 초고기능의 전자동 CNC 3차원 계측 소프트웨어를 거의 풀 스펙으로 탑재하는 것이 가능해졌다. 이것에 의해 초정밀 가공기가 초정밀 3차원 측정기의 기능을 겸비하는 매우 고부가가치를 보유하게 된다(그림 7). 주된 특징을 다음에 나타낸다.
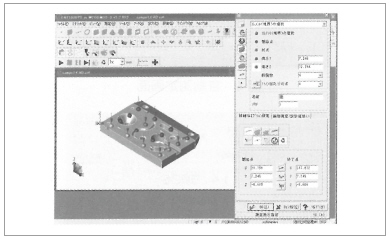
▲그림 7. 스마트 3D 프로빙의 계측 화면
① 아이콘이나 풀다운 메뉴에 의한 기능 선택에 의해 측정을 진행할 수 있고, 제어 코드를 기억할 필요는 없다.
② CAD 데이터를 이용함으로써 기계를 실제로 조작하지 않고, 측정 프로그램을 작성하는 온·오프라인 티칭 프로그램이 가능.
③ 자유곡면의 설계값 데이터(CAD 데이터)에 대한 조합이 가능.
④ 윤곽 곡선 데이터의 평가가 가능.
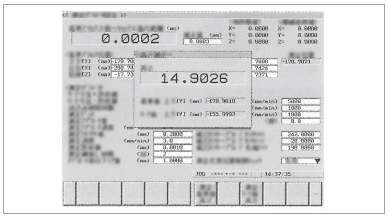
그림 8에 기준구와 링 게이지의 계측 결과를 나타냈다.
기준구의 외형을 7회 계측했을 때, 표준편차는 0.10μm, 평균값은 19.98363mm로 검사 성적표의 치수와의 차이는 0.11μm였다.
링 게이지의 내경도 마찬가지로 7회 계측하고, 표준편차는 0.17μm, 평균값은 44.99383mm로 검사성적표 치수와의 차이는 0.8μm였다.
원래가 초정밀 가공기를 기반으로 하고 있기 때문에 3차원 측정기로서의 실력도 정평이 있고, 가공한 워크를 기상에서 범용적 그리고 고정도로 3차원 계측할 수 있는 컨셉은 달리 예를 볼 수 없는 독창적인 것이다.
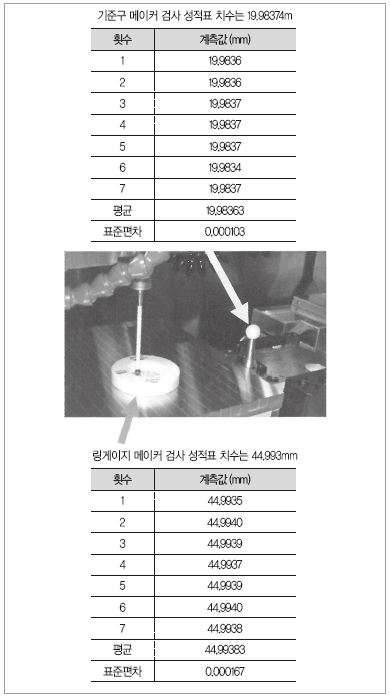
▲그림 8. 기준구와 링 게이지의 계측 정도
그 밖의 기상 계측 시스템
지금까지 터치프로브에 의한 기상 계측에 대해 상세히 설명했는데, 이 이외에도 다양한 기상 계측 시스템을 라인업하고 있으며 그 중에서 몇 가지 소개한다.
1. 신형 밸런스 벡터 ‘NB-3012’
고정도의 연삭가공을 실현하기 위해서는 숫돌축의 동밸런스는 매우 중요한 팩터이다. 동사에서는 30년 정도 전부터 동밸런스 측정 시스템을 자사 개발하고 있으며, 지금까지의 판매 실적은 누계로 2,000대 이상의 오랜 베스트셀러이다.
이번이 6대째가 되는 신형 밸런스 벡터를 발표하였으므로 여기에 소개한다(그림 9).
① 전용 숫돌 브러시에 설계한 포켓에 연삭액을 채움으로써 언밸런스량을 0.1μm 이하가 될 때까지 전자동으로 밸런스 수정이 가능.
② 검출 가능 범위를 120~300,000min-1로 확장.
③ 2ch의 접속이 가능하며, 숫돌축이 2개 있는 복합연삭반에서도 1대로 대응 가능.
④ 간이 FFT 기능을 새롭게 탑재하여 외란 진동의 영향 등도 조사 가능.
⑤ 소비전력을 종래비 35% 절감.

▲그림 9. 밸런스 벡터 ‘NB-3012’
2. 진직도 계측 시스템
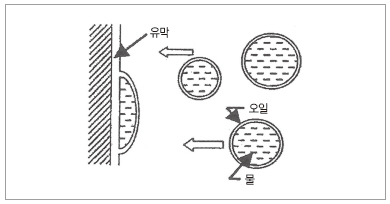
이번에 축차 3점법에 의한 진직도 계측 시스템을 개발했다. 축차 3점법이란 등간격으로 일렬로 나란히 3개의 변위 센서에 의해 구성되며, 설치 피치씩 반복 이동시켜 거듭 동시 계측하여 형상을 산출하는 방법으로, 헤드 또는 테이블의 운동 오차와 형상을 분리할 수 있는 특징이 있다(그림 10).
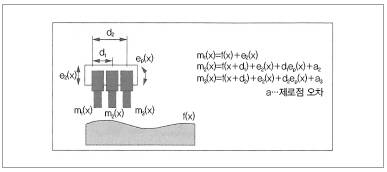
▲그림 10. 3점법의 원리
원리적으로 계측할 수 있는 길이에 제한이 없고, 현재는 4m의 길이를 1.38μm(측정 피치 150mm)의 오차로 측정 가능하게 됐다. 동사는 12m의 길이까지 가공할 수 있는 대형 연삭반을 라인업하고 있는데, 이러한 대형기에서 연삭한 긴 워크를 기상에서 평가할 때에 위력을 발휘한다.
3. 진원도 계측 시스템
진직도 계측의 개념을 응용하여 진원도 계측 시스템을 개발했다. 현재는 원통도를 고정도로 계측할 수 있는 기능을 대폭 확장하는 중이다.
4. CCD 화상 계측 시스템 (nagase vision)
콘투어링 연삭한 2차원 단면 형상을 고정도로 기상 계측할 수 있는 CCD 화상 계측 시스템(nagase vision)을 개발했다. 500만 화소 CCD와 텔레센트릭 렌즈의 조합에 의해 서브미크론의 엘리먼트 분해능을 달성하고 있다.
5. 간섭계에 의한 기상 계측 시스템
피조 간섭계나 CGH 간섭계에 의해 면정도를 초고정도로 기상 계측할 수 있는 시스템을 실현하고 있다.
기상에 조금이라도 진동이 있으면 간섭계에 의한 계측은 어렵지만, 철저한 저진동 대책과 고강성이면서 고정도인 기계 구조에 의해 소형기에서 대형기에 이르기까지 고정도로 계측할 수 있다.
신도 료우타 (新藤 良太) (주)나가세인테그렉스

게재월 | 2014 - 01
105270
0

copyright(c) HelloT all right reserved


