

게재월 | 2014 - 02  105768
105768  0
0



여기서는 ‘Space-E’에 탑재되어 있는 공구부하를 저감하는 ‘이송 속도의 가감속 기능에 의한 최적화 기능’, ‘경로 추가 기능’, ‘절삭 리포트 기능’을 해설한다.
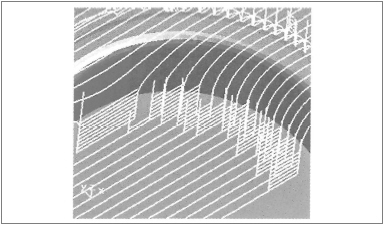
공구부하를 저감시키는 방법은 3가지이다. 첫 번째는 경로 계산 시에 공구부하를 저감시키는 방법이다. 이것은 등고선 황삭가공의 트로코이드 기능이다. Space-E는 그림 1과 같이 트로코이드를 이용한 경로를 작성할 수 있기 때문에 직조나 고속 가공을 실현할 수 있다. 그러나 경로 동작으로 공구부하를 저감시키면 절삭 거리가 길어지고, 가공 시간이 많이 걸리게 된다.
▲ 그림 1. 트로코이드 경로
그렇기 때문에 공구부하를 저감시키는 방법의 두 번째는 경로 계산에서 구한 경로를 최적화하는 기능을 준비하고 있다. 이것은 이동 경로를 변경시키지 않고 공구부하가 걸리는 곳의 ‘이송 속도를 늦추는 것’으로 단위 시간당 절삭량을 감소시키는 ‘이송 속도의 변경 기능’이다. 세 번째는 공구부하가 걸리는 곳에 경로를 추가할 수 있게 한 ‘경로 추가 기능’이다. 이것은 2013년 2월에 릴리스한 Space-E Ver.5.2에서 추가한 기능이다.
오늘날 금형업계에서는 가격 경쟁에 의해 코스트 절감의 요구가 점점 더 강해지고 있다. 그렇기 때문에 단납기로 많은 일을 처리할 필요가 있다. 그래서 Space-E는 가공 노하우를 축적하고 재이용함으로써 CAM 조작 시간을 절감하고, 경로의 최적화 기능에 의해 가공의 효율화를 향상시킴으로써 단축을 실현해 간다.
Space-E의 공구부하 제어의 기능 개요와 효과를 발휘하는 형상
Space-E가 공구부하 제어의 방법으로서 제안하는 ‘이송 속도의 변경 기능’과 ‘경로 추가 기능’ 및 가공 시뮬레이션에서의 ‘절삭부하 체크 기능’에 대해서 상세한 내용과 특징을 설명한다.
1. 이송 속도의 변경 기능
이송 속도의 변경 기능이란 공구부하를 일정 이하로 유지하기 위해 스톡의 잔삭량에 대응하여 이송 속도를 가감속하는 기능이다. 스톡이란 가공 후의 형상을 유지하고 있는 내부 정보이다.
공구의 XY 절입량, Z 절입량과 전 공정 스톡 형상에서 공구의 단위 시간당 부하를 계산하고, 절삭 제거량 비율(%)보다 큰 부하가 가해지지 않도록 이송 속도를 가감속(그림 2)한다.
▲ 그림 2. 이송 속도의 가감속
절삭 제거량이란 그림 3의 경사선 부분의 전 공정 스톡 형상에 공구가 걸리는 양을 단위 시간당으로 산출한 양이다[단위는 (mm3/sec)].
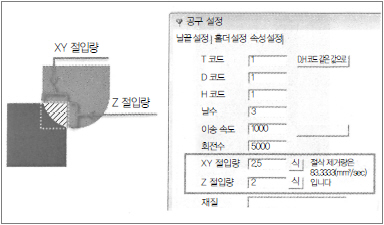
▲ 그림 3. 절삭 제거량의 계산에 필요한 기준 절입량
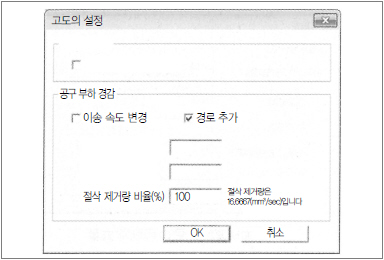
절삭 제거량의 비율(%)이란 단위 시간당으로 공구 설정의 XY 절입량, Z 절입량에서의 폭과 높이의 볼륨(그림 3의 점선 부분)에 대한 절삭 제거량의 비율이다. 즉, 1초당 어느 정도 체적분을 제거하고 있는가를 기반으로 이송 속도의 조정(그림 4~그림 6)을 하고 있다. 또한 이 때의 절삭 제거량을 그림 7에 나타냈다.
▲ 그림 4. 이송 속도의 변경 전
▲ 그림 5. 이송 속도의 변경 후
▲ 그림 6. 이송 속도 변경 후의 확대도
▲ 그림 7. 이송 속도 변경의 절삭 제거량
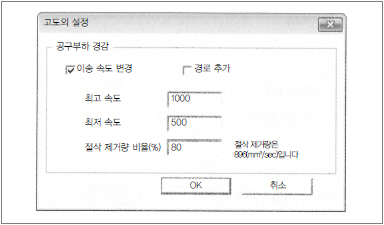
종래부터 이송 속도를 가감속하는 기능은 있었다. 그러나 부하 비율을 구간 지정으로 하고, 각각의 블록마다의 감속률을 지정하는 구조(그림 8)이기 때문에 알기 어려운 사양이었다. 또한 경로의 부하 비율은 최적화 계산 후에 리포트 버튼을 눌러 표시하는 구조이기 때문에 1도 계산한 후, 비율을 표시시킨 다음에 속도비를 검토하여 재계산할 필요가 있었다. 가공 효율을 향상시키기 위해 공구부하가 큰 곳은 이송 속도를 떨어뜨리고, 공구부하가 작은 곳은 이송 속도를 올려 가공하고 싶다는 유저의 요망에 의해 이송 속도의 변경 기능을 개발했다.
▲ 그림 8. 이송 속도의 최적화 (종래 기능)
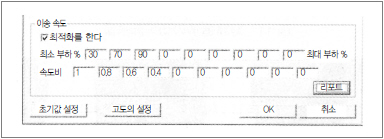
새로운 기능은 절삭 제거량의 비율에 따라 가감속할 수 있다. 그렇기 때문에 이송 속도의 ‘최고 속도’·‘최저 속도’ 범위 지정으로 제한을 설정하는 것만이고, 각 부위의 이송 속도는 시스템이 자동 조정하는 구조로 조작성을 향상시켰다.
2. 경로 추가 기능
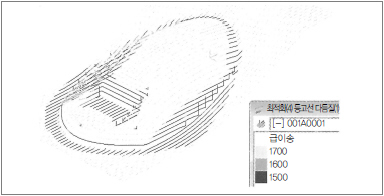
경로 추가 기능은 Space-E Ver.5.2에서 추가된 새로운 기능으로, 스톡의 잔삭량에 따라 공구부하가 높은 곳의 경로를 부분적으로 추가한다(그림 9, 그림 10). 또한 이 때의 절삭 제거량을 그림 11에 나타냈다. 이 기능은 공구 절손의 방지에 큰 효과를 발휘한다.
▲ 그림 9. 경로 추가 후 (세로 방향)
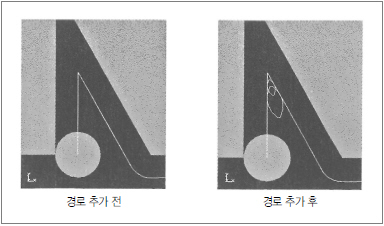
▲ 그림 10. 경로 추가 전과 후의 동작 비교
▲ 그림 11. 경로 추가의 절삭 제거량
예를 들면, 스톡의 잔삭량이 공구 설정의 [속성 설정]-[Z 절입량]보다 많은 때에 Z방향으로 경로를 추가한다. 즉, Z방향으로 공구부하가 높은 곳은 경로를 Z방향으로 복사한다.
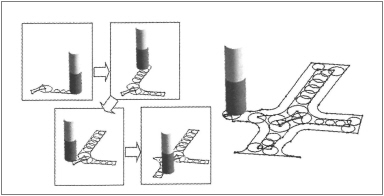
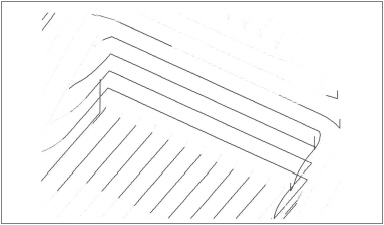
또한 코너 부분(120° 이하)의 부하가 높은 곳에 원호의 경로를 추가한다. 절삭 제거량으로부터 트로코이드의 크기를 결정한다. 삽입하는 각도는 설정에 의해 변경이 가능하다. 경로 추가 후에는 그림 12와 같이 공구는 이동한다. 즉, 코너 부분의 공구부하가 높은 곳에는 트로코이드 모양의 경로를 추가하는 기능이다.
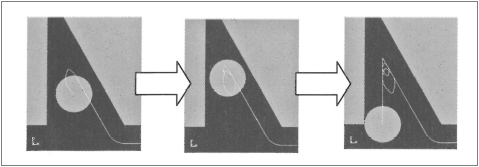
▲ 그림 12. 경로 추가 후의 동작 (가로 방향)
3. 절삭부하 체크
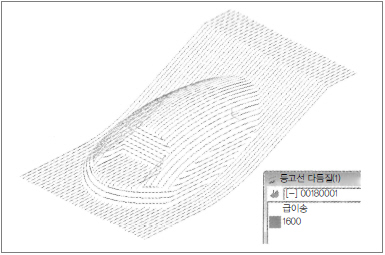
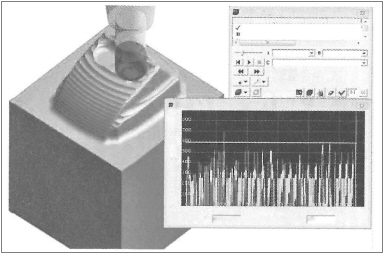
가공 시뮬레이션의 절삭 리포트 기능을 이용하여 절삭 제거량을 그래프(그림 13)로 체크하는 것이 가능하다.
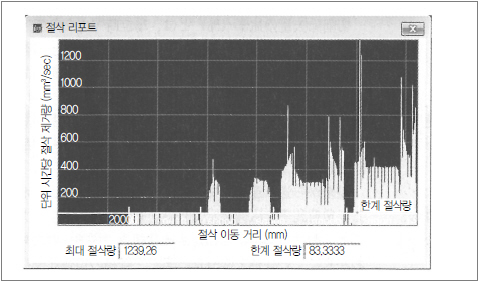
▲ 그림 13. 단위 시간당 절삭 제거량
절삭 한계량을 한계값으로서 설정함으로써 공구부하가 걸리는 곳을 검출할 수 있고, 공구의 파손을 회피할 수 있다.
절삭 리포트 다이얼로그로 표시되는 한계 절삭량은 공구의 설정에서 산출한다.
한계 절삭량(mm3/sec)=XY 절입량×Z 절입량×이송 속도/60
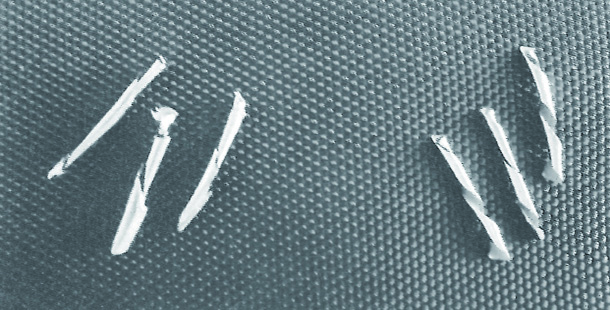
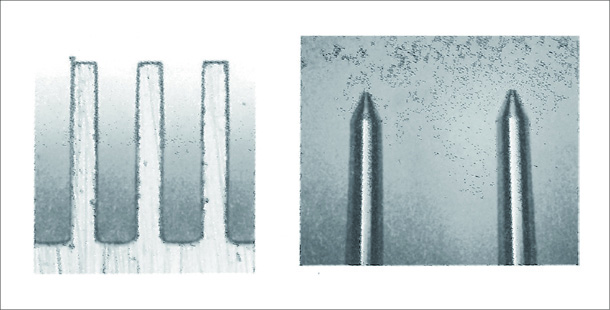
지정한 한계 절삭량(그림 13 중의 굵은 선)을 절삭 리포트의 그래프를 넘으면 그림 14의 다이얼로그를 표시하고, 가공 시뮬레이션 재생이 일시 정지한다. 이 기능에 의해 황삭가공에서 잔삭이 존재하고 있다는 것을 눈치채지 못하고, 다듬질가공용 소경 공구를 절손해 버리는 문제(그림 15)를 Space-E의 가공 시뮬레이션의 절삭 리포트 기능으로 가공 전에 검출할 수 있다.
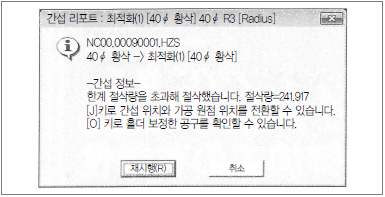
▲ 그림 14. 한계 절삭량을 초과한 메시지
▲ 그림 15. 한계 절삭량을 초과한 결과
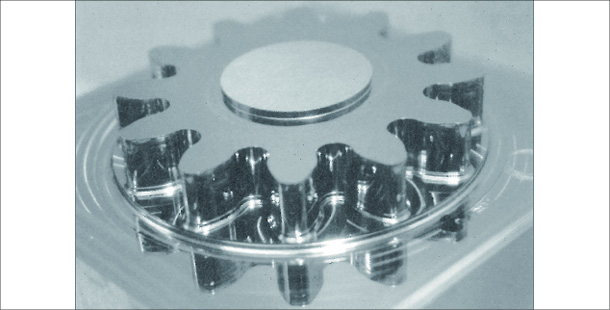
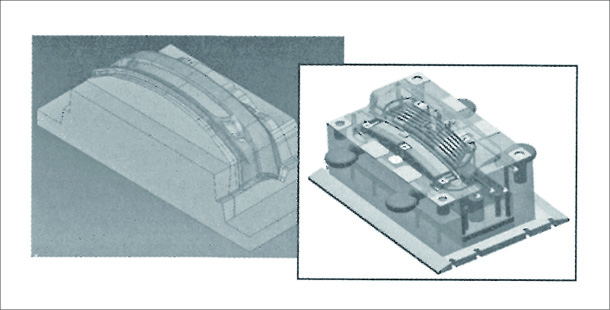
Space-E가 공구부하를 제어하는데 있어 효과를 발휘하는 형상은 대형 금형에서 소형 금형까지이며, 기본적으로 어떤 형상에도 대응한다. 그 중에서도 특히 가공 시간이 걸리는 대형 금형에 효과를 발휘한다. 이송 속도를 결정할 때, 공구부하가 큰 곳을 고려하여 늦게 설정하면 공구부하가 작은 곳에서는 불필요하게 늦어진다. 그렇기 때문에 대형 금형에서 속도를 자동 조절하는 최적화 처리의 효과가 크게 나타나기 때문이다.
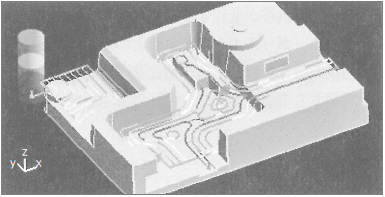
또한 복잡한 금형 형상(그림 16)에도 효과적이다. 복잡 형상의 금형을 가공하는 경우, 황삭가공에서 잔삭이 존재하고 있다는 것을 눈치채기 어렵다. 그렇기 때문에 다듬질 시에 소경 공구를 진입시켜 절손하는 경우가 있다. 이와 같은 경우를 Space-E가 자동적으로 판단하여 공구가 절손하지 않도록 이송 속도의 조정이나 경로를 추가 처리하고, 휴먼 에러도 미연에 방지할 수 있다.
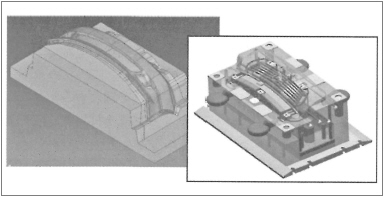
▲ 그림 16. 권장하는 대상 형상
앞으로의 전망
Space-E는 경로 계산을 하는 것만이 아니라 공구부하를 고려한 최적화 기능에 의해 효과적으로 가공할 수 있는 구조를 제안한다. 앞으로도 유저 입장에서 소프트웨어의 제안뿐만 아니라 이용 기술의 지원을 포함한 솔루션으로서 제조의 효율화에 계속해서 대응한다.
동사는 금형업계를 위한 클라우드 서비스 Manufacturing-Space®를 지난해 가을부터 개시했다. 이 서비스는 신뢰성이 높은 데이터센터를 이용하여 PDM 서비스, 라이센스 관리 서비스, 커터 로케이션(CL) 계산 서비스를 인터넷 경유로 제안함으로써 유저의 도입 코스트를 억제하고 운용부하를 경감할 수 있다. 또한 BCP(사업 계속 계획)에 대응하기 위해 재해 대책의 메리트도 겸비한 서비스를 제안한다.
호리카와 시게토시 : 개발본부서비스개발총괄부 PLM서비스개발부
설계·생산기술서비스개발 주임기사
〒144-8601 東京都大田区西蒲田 7-37-20
TEL (03)5711-5300
호리카와 시게토시 (堀川 茂稔) (주)NTT데이터엔지니어링시스템스
본 記事는 日本 日刊工業新聞社가 發行하는 <型技術>誌와의 著作權協定에 依據하여 提供받은 資料입니다.

게재월 | 2014 - 02
105768
0

copyright(c) HelloT all right reserved


