

게재월 | 2017 - 11  4369
4369  0
0



일반적인 천체 관측용 망원경은 주경(primary mirror)이라 불리는 오목 거울과 부경(secondary mirror)이라 불리는 볼록 거울, 이 2장의 반사경으로 구성된다. 이것들은 천체에서 오는 미약한 빛을 초점면에 상으로 맺어, 검출할 수 있는 강도로 증폭하는 역할을 담당한다. 반사경은 천체 관측용 망원경의 기본적 성능인 공간 분해능과 집광력을 좌우하는 심장부로, 높은 광학 정밀도가 요구된다.
교토대학 3.8m 망원경은 일본 최초의 분할 거울 방식의 망원경이다. 주경은 1m 크기의 부채꼴의 분할 거울 18장(내부 6장, 외부 12장)으로 구성된다. 분할 거울의 외형은 대략 1×0.7m(중심 두께는 약 40mm)의 부채꼴이다. 재질은 팽창이 매우 낮은 유리 세라믹스로, 관측 시의 온도 변화에 의해서 거울이 변형되어 광학 성능이 열화되는 것을 막는다. 거울 형상은 근사 구면의 곡률반경이 약 10m인 비축 쌍곡면이며, 비구면량은 내주용이 42μm, 외주용이 150μm이다. 이 망원경은 파장 1.65μm로 최적화 설계가 되어 있으며, 거울에는 형상 정밀도 150nm p-v, 표면거칠기 10nm rms가 요구된다. 당사는 교토대학 및 나고야대학과 공동으로 이러한 1m 크기의 비축 비구면 광학소자의 제조기술을 개발해 왔다.
분할 거울과 같은 비축 비구면 거울 제조에는 연삭가공기를 이용하여 형상 정밀도 10μm p-v정도로 애벌 가공한 후, 기계 연마를 응용한 CCP(Computer Controlled Polishing)가 이루어진다(그림 1의 회색 점선). CCP는 거울 위에서 연마 공구의 체류 시간을 제어하고 형상 조정 연마를 하는 방법이다. 제작하는 거울보다 훨씬 작은 연마 공구를 이용해 거울 형상의 계측과 형상 조정 연마 사이클을 원하는 형상 정밀도까지 반복한다. 이러한 기존의 제조 공정은 가공 능률이 극히 작은 연마공구에 의해 10μm의 형상 조정을 요하기 때문에 장기간의 CCP 공정이 필요했다.
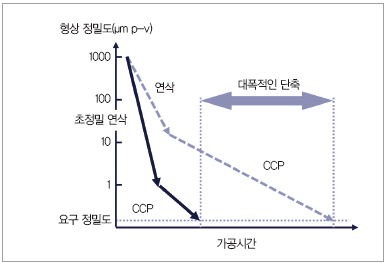
▲ 그림 1 제조공정의 모식도
연삭은 연마에 비해 가공 능률이 월등히 높다. 그래서 연삭으로 얻은 형상 정밀도를 개선하면 CCP 공정을 대폭 단축할 수 있다(그림 1의 검은 실선). 그래서 우리 연구팀은 초정밀 연삭에 의해서만 비교적 소형의 광학 소자를 제작한 사례가 많이 보고되고 있다는 것을 감안해, 이를 분할 거울 제조에 응용했다. 그동안의 기술 개발로 분할 거울에 대해서 일주일 정도의 초정밀 연삭 공정으로 기존의 10분의 1인 1μm p-v의 형상 정밀도를 얻는 데 성공해 CCP 공정을 단축시켰다.
여기서는 교토대학 3.8m 망원경의 분할 거울을 예로 들어 대형 광학 소자의 가공·계측기술을 소개한다.
대형 광학소자의 가공기술
1. 초정밀 연삭
초정밀 연삭에는 연삭기 업체인 ㈜나가세인테그렉스가 개발한 제품을 사용했다. 1m가 넘는 가공 길이에 대해 서브미크론의 형상 정밀도를 달성할 수 있는 초정밀 대형 연삭가공기(그림 2 및 그림 3)이다. 이 가공기는 직진 3축과 테이블 회전축 및 바퀴축 모두에 오일 정압 베어링을 사용하고 있으며, 1nm 분해능으로 위치제어가 이루어진다. 동시 4축 동기 제어가 가능하며, 테이블을 회전시키면서 숫돌을 반경 방향으로 스캔하는 로터리 연삭에 의해 비축 비구면을 만들 수 있다. 테이블은 ϕ1.5m의 워크까지 탑재할 수 있고, 가공기는 ±0.1℃에서 온도 조절된 챔버 내에 설치되어 있다.
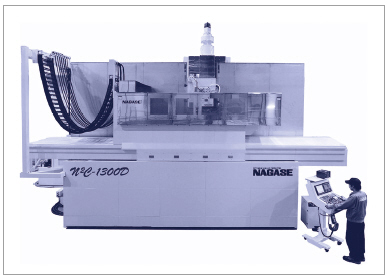
▲ 그림 2 초정밀 대형 연삭가공기의 전체도
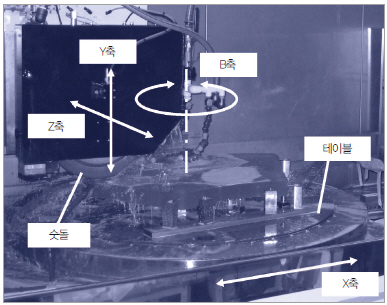
▲ 그림 3 초정밀 대형 연삭가공기의 테이블 확대도
분할 거울처럼 자신의 무게에 의한 변형을 무시할 수 없는 대형의 얇은 워크는 가공 시 워크를 지지하는 지그가 중요하다. 소형 워크에 이용되는 것처럼 기준면에 설치하는 방법으로는 워크 뒷면이 기준면에 모방되어 거울을 왜곡하게 된다. 또한, 지그의 크기가 커지면 약간의 온도 변화조차 크게 열 변형되어 버린다. 실제로 워크를 사용할 때의 지지 방법으로 가공·계측을 하는 것이 바람직하다.
그림 4와 그림 5는 초정밀 연삭 공정에서 사용하고 있는 지그의 모식도이다. 분할 거울은 망원경 탑재 시에는 whiffle-tree 기구에 의해서 복수의 지지점에 의해 과잉 구속 없이 지지된다. 그 지지 상태를 연삭가공기 테이블 위에서 간편하게 재현하기 위해 스프링을 이용한다. 우선, 테이블 위에 배치한 3개의 고정 지지점으로 분할 거울의 자세를 결정한다. 이 상태대로면 분할 거울은 스스로의 무게에 의해 변형되어 버리므로, 스프링 지지점에서 윗 방향으로 힘을 가한다. 각 스프링 지지점 스프링의 힘을 망원경 탑재 시에 각 지지점에 걸리는 하중이 되도록 조정함으로써 망원경 탑재 시의 지지 상태를 실현한다.
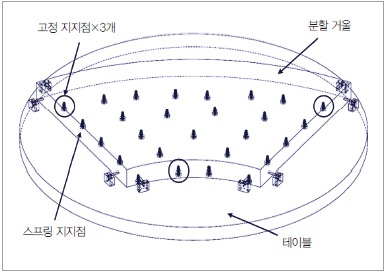
▲ 그림 4 지그의 전체도
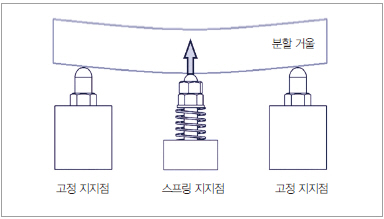
▲ 그림 5 지그 단면 모식도
분할 거울은 3점의 고정 지지점에 의해 자세가 결정되기 때문에 테이블이 열 변형해도 분할 거울은 변형되지 않고 자세가 변화할 뿐이다. 또, 분할 거울을 면으로 지지하는 경우에는 필수이다. 분할 거울 뒷면과 지그의 기준면 가공이 불필요한 때문에 분할 거울 제조 시간을 단축할 수 있다. 그러나 연삭가공 시의 가공 저항(연삭 저항)의 법선 성분에 대항하는 것은 고정 지지점 뿐이기 때문에 연삭 저항에 의해서 분할 거울이 탄성 변형하여 형상 정밀도가 악화된다.
그림 6은 10N의 집중 하중을 걸었을 때 작용점에서 일어나는 변위량을 오픈 소스의 FEM 도구인 CalculiX을 이용해 시뮬레이션한 결과이다. 육면체 2차 요소로 요소 분할하여, 거울 위의 약 7000점의 변위를 계산했다. 10N의 연삭 저항에서 최대 1.3μm의 변위가 생긴다. 일반적으로 유리 연삭가공에서 연삭 저항의 법선 성분은 수십 N이다. 1μm p-v의 형상 정밀도를 얻기 위해 가공 변형 시뮬레이션 결과를 반영한 지석의 가공 궤적에서 보정 가공을 거쳐야 한다.
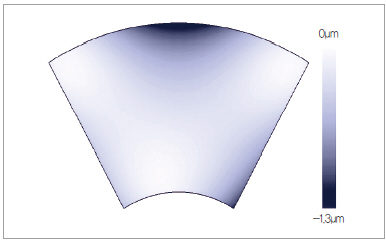
▲ 그림 6 10N의 집중 하중에 의한 작용점에서의 변위량
위의 지그를 이용해 분할 거울을 초정밀 연삭했다. 그림 7은 마무리용 #2400 레진 본드 다이아몬드 숫돌(ϕ500mm)을 이용한 무보정 가공에 의한 형상 오차 데이터이다. 후술하는 계측 방법으로 취득한 6방향의 형상 오차가 거듭된다. 연삭 저항에 의해 분할 거울이 변형되어 연삭 잔여물이 발생하므로 형상 오차가 장소마다 크게 달라진다. 그 결과와 가공 변형 시뮬레이션을 비교해 연삭 저항의 수직 성분은 35N으로 했다. 이 연삭 저항과 그림 6의 변형 맵을 바탕으로 보정 가공한 결과, 각도별 편차는 0.5μm p-v 이하, 형상 정밀도는 1μ mp-v로 크게 개선됐다(그림 8). 스프링을 이용한 지그와 가공 변형 시뮬레이션에 의한 보정 가공이 유효하다는 것이 실증되었다. 초정밀 연삭 후의 표면거칠기는 100nm rms 정도이다.
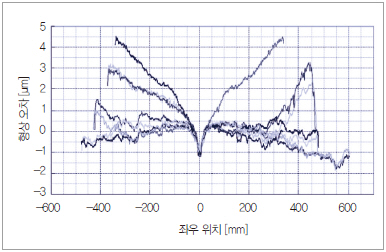
▲ 그림 7 무보정 가공 후의 형상 오차
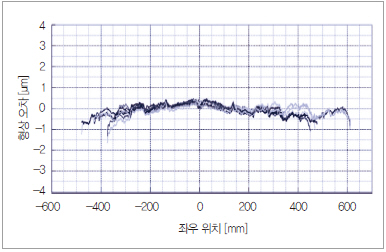
▲ 그림 8 보정 가공 후의 형상 오차
2. CCP
앞서 설명한 초정밀 대형 연삭가공기는 연마 공구의 회전축과 거울의 법선을 일치시키기 위한 회전 2축을 가진 연마 헤드를 갖추고 있다. 이 연마 헤드를 사용해 초정밀 연삭 후에 형상 정밀도와 표면거칠기를 개선하기 위해 CCP를 실시한다.
CCP로는 연마공구의 체류 시간을 제어함으로써 거울 형상을 수정한다. 연마공구의 체류 시간 산출에는 디컨벌루션법을 이용한다. 구체적인 가공 순서는 다음과 같다. 우선, 거울 형상을 정확하게 측정하고, 목표 형상을 얻기 위한 각 장소의 가공량을 산출한다. 그리고 이 가공량을 사전에 취득한 단위 제거 형상(연마공구가 단위 시간 머물었을 때에 얻을 수 있는 가공 자국)으로 디컨벌루션함으로써 각 장소의 체류 시간을 산출한다. 그 후, 체류시간을 연마공구의 주사속도로 변환하고, 이 속도 맵에 따라 연마공구를 주사하여 연마하는 연마량의 시간 변동 등 에 의해 공구에 체류시간이 생겨 예상되는 연마량과 실제의 연마량은 완전히 일치하지 않는다. 그래서 연마 후에는 다시 거울 형상을 측정하여, 거울 형상의 계측·수정 연마 사이클이 요구되는 형상 정밀도에 이를 때까지 반복한다.
사용하는 연마공구의 직경보다 작은 공간 규모를 가진 형상 오차가 수정할 수는 없다. 그래서 상기 수정 연마 사이클에서는 수정하려는 형상 오차의 공간 규모에 맞게 연마 공구를 바꿀 필요가 있다.
그림 9는 총 16회의 수정 연마 사이클을 실시한 후의 형상 오차이다. 후술하는 간섭계를 이용해 취득했다. 형상 정밀도는 110nm p-v, 11nm rms이다. 표면거칠기는 2nm rms이다. 형상 정밀도, 표면조도 모두 요구 사양을 충족하고 있다.
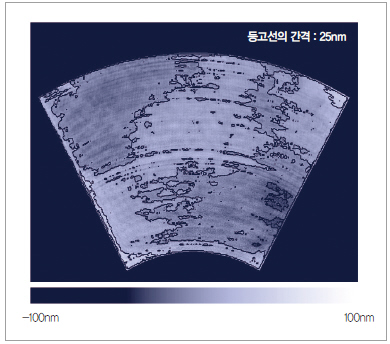
▲ 그림 9 정 연마 후의 형상 오차
대형 광학소자의 계측기술
1. 초정밀 연삭 공정에서의 형상 계측
앞서 설명한 초정밀 대형 연삭가공기는 직진 3축의 진직도가 모두 0.2μm/m 정도이며, 그 재현성은 25nm rms로 매우 높은 운동 정밀도를 가졌다. 이 뛰어난 운동 정밀도를 활용해 정밀 대형 연삭가공기를 계측기로써 이용하여 분할 거울을 가공기에 설치한 채 형상을 계측한다.
숫돌 덮개에 측정 대상과의 거리를 출력하는 레이저 변위계 등의 프로브를 설치하고, 프로브를 NC제어로 이상적인 형상에 따라서 주사시킴으로써 형상 오차를 취득한다. 분할 거울 형상을 이 계측 방법과 후술하는 간섭계로 취득하고 비교한 결과, 둘의 차이는 0.4μm 정도였다. 초정밀 연삭공정에서 충분한 계측 정밀도이다.
2. CCP 공정에서의 형상 계측
CCP는 이전 가공의 거울 형상으로부터 산출된 체류시간에 근거하여 형상을 수정하기 위해 가공 정밀도는 이전 가공 면의 형상 계측의 정밀도에 의존한다. 따라서 고정밀 거울을 얻기 위해서는 고정밀 형상 계측법이 필수적이다.
거울의 고정밀 형상 계측에는 간섭계가 효과적이다. 그림 10은 분할 거울 형상 계측을 위해서 개발된 CGH (Computer Generated Hologram)를 이용한 간섭계의 광학 레이아웃이다. 간섭 계측에는 원하는 거울 형상과 동일한 파면을 생성할 필요가 있다. 비구면 거울의 계측을 위해서는 파면 생성에 복수의 구면 렌즈로 구성되는 천체망원경이 사용되지만, 분할 거울처럼 비축대칭 파면을 생성하는 천체망원경을 제작하는 것은 어렵다. 이 간섭계에서는 파면 생성에 CGH를 이용함으로써 그동안 어려웠던 비축대칭 형상의 간섭 계측을 가능케 했다.
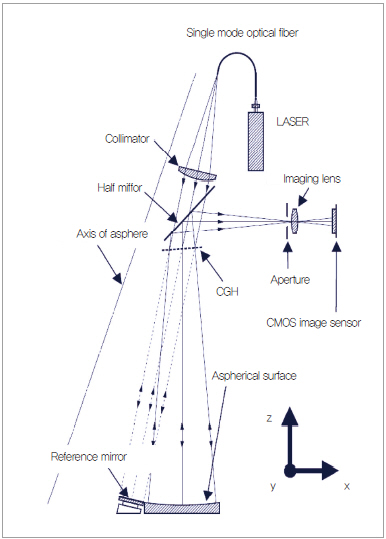
▲ 그림 10 CGH 간섭계의 광학 레이아웃
CGH 간섭계는 분할 거울의 곡률 중심 부근에 설치할 필요가 있다. 가공기 위에서 형상을 계측할 수 있기 때문에 정밀 대형 연삭가공기를 둘러싸듯이 세워진 계측 타워의 상부에 CGH 간섭계가 설치되어 있다. 광섬유에서 조사된 He-Ne 레이저(파장 632.8nm)는 콜리미터에 의해 평면파로 변환되고, CGH에 의해서 2개의 빛으로 나뉜다. CGH를 그대로 투과한 빛(0차광)은 평면파인 상태로 참조면으로 향하고, CGH에 의해 원하는 형상의 파면으로 변환된 빛은(1차광) 피검면인 분할 거울로 향한다. 양자는 각 면에서 반사하여 온 광로를 다시 돌아가 CGH에서 파면 합성되어 CMOS 검출기 수광면에 간섭무늬를 맺는다. 간섭무늬는 광로차에서 기인하므로 이를 해석해 형상으로 변환한다. 참조면을 분할 거울 부근에 설치함으로써 계측 타워의 진동·공기 흔들림, 레이저의 파장 변화의 영향을 줄였다.
시판되는 피에조 간섭계와 비교해 이 간섭계의 절대 정밀도는 15nm rms, 분할 거울을 이용한 여러 차례의 계측에서 계측 재현성은 8nm rms였다. CCP 공정에서 충분한 계측 정밀도를 가지고 있다.
맺음말
교토대학 3.8m 망원경에 탑재되는 분할 거울을 예로 들어 우리의 연구팀이 개발한 가공기술(초정밀 연삭·CCP)과 각 공정에서 사용하는 형상 계측 방법을 소개했다. 분할 거울처럼 외형이 원형이 아니고 비축대칭인 광학소자는 광학 설계 자유도의 비약적 발전을 가능케 하므로 천문 분야 이외에도 향후 갈수록 수요가 증가할 것이다. 광학계의 소형화·경량화가 중요한 과제인 지구 관측 위성에 탑재되는 광학 소자 등이 그 일례이다. 이러한 분야에 응용하기 위해서는 오목, 볼록면을 불문하고 모든 곡면을 정확하게 계측할 필요가 있으며, 새로운 계측 기술을 개발 중이다. 또한, 이번에 소개한 기술은 교토대학의 구리타 고유키오 씨, 기노 마사루 씨와 공동으로 개발한 것이다.
所 仁志·高橋啓介
(유)아스트로에어로스페이스
本 記事는 日本 「計測自動制御學會」가 發行하는 「計測と制御」誌와의 著作權協定에 依據하여 提供받은 資料입니다.

게재월 | 2017 - 11
4369
0




copyright(c) HelloT all right reserved


