게재월 | 2014 - 03  107602
107602  0
0



팔라듐(Pd)은 강력한 촉매 작용을 특징으로 하기 때문에 습식 화학 치환에 사용하려는 연구가 이루어지고 있다.
따라서 이 글에서는 Cu 패드 위에 무전해 니켈 도금을 하기 위한 활성화 단계에서 Pd 패드 위의 네른스트 확산 현상, 과황산의 활성화 프로세스 억제 작용과 이에 대한 메커니즘에 대해 설명한다.
개요
이 글에서는 전열재료를 평가하는 새로운 방법을 소개하려한다.
기계가공으로 정밀하게 홈을 판 알루미늄 요철판을 전열재료 위에 배치한 후 압력의 세기를 변화시키면서 열을 측정하면 히트싱크의 표면 거칠기 영향을 효율적으로 평가할 수 있다.
따라서 이를 확인해보기 위해 경도(hardness)가 다른 2종류의 전열재료와 홈 형상이 다른 4종류의 알루미늄 요철판을 사용해 평가했다. 그 결과 요철판을 사용함으로써 밀착도를 효율적으로 평가할 수 있었다.
서론
최근 전자기기의 소형화·고성능화에 따라 방열 대책이 이슈가 됐다1). 일반적으로 소자와 방열기 사이에 전열재료를 삽입하면 소자에서 발생하는 열을 쉽게 방출할 수 있다고 알려져 있다. 따라서 우리가 ‘Heat Transfer Material’이라고 부르는 전열재료는 ‘Thermal Interface Material’라고 표기하기도 한다.
열 저항이 작은 전열재료가 열 저항이 큰 전열재료에 비해 열을 쉽게 방출할 수 있는데, 이는 일반적으로 전열재료 업체들이 내세우는 열 저항 값은 접촉의 영향을 고려하여 측정한 값이 아니며, 소자와 방열기의 접촉면을 미시적으로 검사했을 때 관찰되는 무수히 많은 점 접촉 면 중 점 접촉이 이루어지지 않은 부분에 대해 고려하지 않은 값이 대부분이다2).
또한 접촉 면적은 면의 거칠기와 접촉 압력에 따라서 변화하기도 한다. 이처럼 전열재료의 열 저항은 재료의 물성이나 두께 외에 접촉 방법에 따라서도 달라질 수 있기 때문에, 이들을 종합적으로 고려해 전열재료를 평가해야 한다.
따라서 이번 연구에서는 온도를 일정하게 유지할 수 있는 시스템을 구축해 접촉 상태를 포함한 전열재료에 대해 평가했다.
전열재료 평가를 위한 시스템 구축
1. 온도 제어 방식
전열재료를 평가하기 위해서는 냉각 혹은 가열시켜 정확한 온도를 맞출 수 있는 장치가 필요하다. 따라서 이번 연구에서는 기존의 팬을 이용한 온도조정 방식은 실온보다 낮은 온도로 조정할 때 정확한 온도 조절이 힘들기 때문에, 냉각 및 가열이 모두 가능한 수류를 이용한 온도조정 방식을 채택해 진행했다. 이에 대해 그림 1에는 연구를 위해 구축한 시스템에 대해 나타냈고, 이에 대한 사진을 그림 2에 나타냈다.

▲ 그림 1. 구축된 시스템의 블록 다이아그램

▲ 그림 2. 테스트 핸드 주위 구성요소들의 연결
2. 가열기
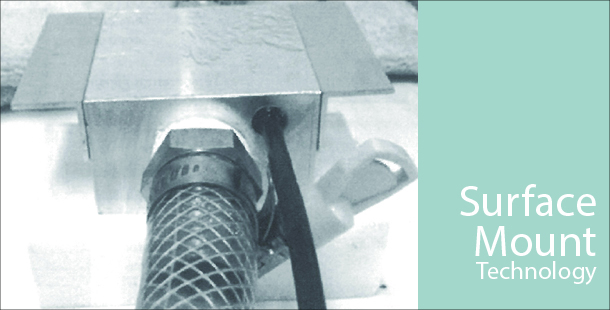
연구 초기에는 냉각기만으로 시스템을 구축해 진행했지만, 온도 설정범위를 늘일 필요가 생겼기 때문에 별도의 가열기를 사용했다. 가열기는 그림 3과 같이 100V- 100W의 30φ 밴드히터를 금속 파이프에 감아 사용했다.

▲ 그림 3. 히터
3. 온도조정 헤드
발열체나 전열재료 등의 측정물을 배치했다. 그리고 이 측정물의 특성을 측정할 부분을 ‘온도조정 헤드’라고 명명했다. 이 같은 헤드의 표면 온도는 일정하게 유지해야 하기 때문에 그림 4와 같이 온도 모니터를 표면 부근에 배치했다.

▲ 그림 4. 온도 센서 및 테스트 핸드
구축한 시스템의 평가
1. 실험 내용
앞서 구축한 시스템을 평가하기 위해 그림 5와 같이 온도조정 헤드 상에 저항기를 설치하고 전압을 인가·발열시킨 후 온도조정 헤드가 어느 정도의 열을 흡수하는지를 실험했다.

▲ 그림 5. 시스템 특성 테스트를 위한 설정
이 실험을 위해 저항기의 표면온도(Thermocouple1)와 온도조정 헤드 표면온도(Thermal sensor1)의 온도차를 △t1, 온도조정 헤드 표면온도(Thermal sensor1)와 수온(Thermal sensor2)의 온도차를 △t2로 지정한 후 저항기와 온도조정 헤드 표면 사이에 실리콘 그리스를 도포했으며, 저항기의 상부에는 단열재로 폴리우레탄을 설치했다.
이 같이 조건을 설정한 후 저항기의 촐 발열량을 변화시켰을 때 발생하는 각 부의 온도차에 대해 계측했다.
2. 실험 결과
그림 6에는 온도조정 헤드 표면을 실온(20℃)보다 높은 온도인 27℃로 일정하게 유지했을 때의 결과를 나타냈고, 그림 7에는 실온(20℃)보다 낮은 온도인 10℃로 일정하게 유지했을 때의 결과를 나타냈다.

▲ 그림 6. 온도조정 헤드 표면을 실온(20℃)보다 높은 온도인 27℃로
일정하게 유지했을 때의 결과

▲ 그림 7. 실온(20℃)보다 낮은 온도인 10℃로 일정하게
유지했을 때의 결과
이 같은 실험 결과를 통해, 저항기의 총 발열량을 증가시키면 온도차는 선형으로 증가한다는 것을 알 수 있었다. 따라서 (1)식에 의해 전기저항과 유사해질 수 있다.
Rθ = 온도차 △t[℃]/총 흡열량 Q[W] (1)
3. 온도조정 헤드 표면온도에 따른 열 저항의 변화
그림 6, 7의 기울기와 (1)식을 이용해 온도조정 헤드 표면에서 물 사이의 열 저항 Rh[℃/W]와 저항기에서 온도조정 헤드 표면까지의 열저항 Rm[℃/W]을 구했다.
이에 대한 결과는 표 1과 같다.

▲ 표 1. 테스트핸드 표면 온도와 열 저항
이 결과를 보면 온도조정 헤드 표면온도 10℃로 설정하든 27℃로 설정하든 상관없이 열 저항의 변동 폭은 15℃ 이내의 값을 보이고 있기 때문에 열 저항의 온도 의존성이 적다는 것을 알 수 있다. 따라서 실온의 영향을 받지 않고 40W의 발열량까지 선형으로 변화한다는 것을 알 수 있다.
또한 Thermal sensor1이 10℃이고 저항기의 총 발열량이 0W일 때 Ther-mocouple1은 8.1℃이라는 결과를 나타냈고 Thermocouple1은 열전대, Thermal sensor1, 2는 서미스터 센서를 나타냈다. 이는 다른 온도계를 사용했기 때문에 상대적인 오차가 생긴 것인데, 이 오차 문제는 온도를 절대값으로 사용하지 않음으로써 해결했다. 그리고 시스템 평가 시에는 온도차의 경사가 중요하기 때문에 구축한 시스템을 사용해 전열재료의 평가가 충분히 가능할 것으로 판단했다.
전열재료의 평가
1. 실험 내용
그림 8에 전열재료를 평가할 때의 실험 구성에 대해 나타냈다. 이 구성을 보면 저항기의 발열은 알루미늄 요철판을 통해 전열재료를 투과하고 다시 그 열이 온도 조정 헤드에서 물로 전달된다. 여기서 주의할 점은 접촉면에는 미세한 간극이 있기 때문에 소자와 방열기를 단순히 접촉만 시키면 그 간극을 제어할 수가 없다3)~5). 따라서 우선 제어할 수 있는 간극부터 효율적으로 실험하기 위해 요철판을 사용했다.

▲ 그림 8. 전열재료를 평가 시 실험 구성
이번 실험에 사용한 요철판의 사진을 그림 9에, 전열재료의 특성을 표 2에, 그리고 전열재료의 사진을 그림 10에 각각 나타냈다.

▲ 그림 9. Un-flat 판 1

▲ 표 2. 전열재료의 특징

▲ 그림 10. 테스트한 전열재료
요철판은 50㎜×50㎜×3㎜의 알루미늄 판에 5㎜ 간격으로 폭 1㎜, 깊이 0.3㎜의 홈을 밀링머신으로 부착해 제작했다(이 실험에서는 온도 센서의 위치가 무엇보다도 중요함).
Thermocouple1과 Thermal sensor1의 온도차(△t3)에는 알루미늄 요철판의 열저항과 전열재료 자체의 열 저항, 그리고 요철판과 전열재료 간의 접촉 저항이 직렬로 포함된다. 하지만 알루미늄 요철판의 열 저항이 작기 때문에 △t3과 저항기의 인가 전력으로 전열재료 자체의 열저항과 접촉 열 저항을 포함한 열 저항을 도출할 수 있었다.
이에 대한 △t3의 실험 결과를 그림 11~14에 나타냈다.

▲ 그림 11. △t3의 실험 결과(TC-150CAD 1㎜ width(-))

▲ 그림 12. △t3의 실험 결과(TC-150CAD 1㎜ width(+))

▲ 그림 13. △t3의 실험 결과(3M-5519S 1㎜ width(-))

▲ 그림 14. △t3의 실험 결과(3M-5519S 1㎜ width(+))
2. 실험 결과
그림 11~14의 실험 결과를 보면 인가 압력의 증가에 따라 요철판과 전열재료 간 접촉 열 저항, 그리고 온도조정 헤드 표면과 요철판 상판에서의 온도차가 감소된 것을 알 수 있다.
또한 열십자 1㎜판의 실험결과는 일직선 1㎜판의 실험결과보다 온도차의 변동이 큰것을 볼 수 있는데, 그 이유는 현재 조사 중에 있다(온도차의 변동이 ±1℃ 범위이기 때문에 전체적인 경향 파악에 문제없음).
그리고 400s 경과한 시점에서는 온도차가 정상 수치를 기록한 것으로 확인되는데, 이를 정확히 파악하기 위해 이 시점의 온도차와 인가 전력으로 열 저항을 구한 값을 그림 15, 그림 16에 나타냈다.

▲ 그림 15. 400s 경과한 시점의 온도차와 인가 전력으로 열 저항을
구한 값 (1㎜ width(-))

▲ 그림 16. 400s 경과한 시점의 온도차와 인가 전력으로 열 저항을
구한 값 (1㎜ width(+))
이 그림을 보면 그림 15의 일직선 1㎜판을 사용했을 시에 모든 재료의 인가 압력 4,000Pa 부근에서 열 저항이 포화되는 경향이 보이는데, 그림 16에서 확인되는 열십자 1㎜판을 사용하여 실험한 것에는 포화되지 않은 것으로 확인됐다.
이는 열십자 1㎜판은 전열재료가 메우는 간극이 일직선 1㎜판보다 많고 3M-5519S는 TC-150CAD보다 재료 자체의 경도가 크고 재료의 두께도 0.5㎜가량 얇기 때문에, 폭 1㎜, 깊이 0.3㎜의 열십자 홈의 간극을 낮은 압력으로 메우기 어려워 요철판 홈에 공기층이 남아있기 때문이다.
전기적 방법을 이용한 전열재료의 평가
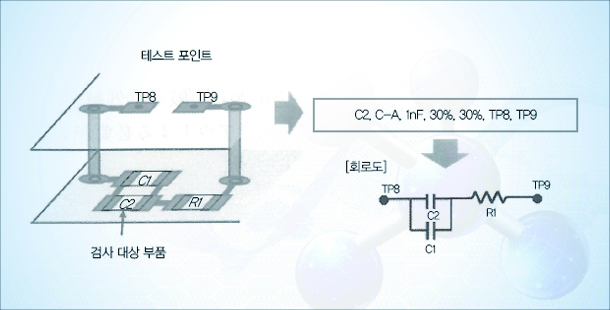
1. 밀착도를 정전용량으로 평가
앞선 실험에서는 요철판을 이용해 요철판과 전열재료 간의 접촉 열 저항을 평가했었다. 하지만 이번에는 그림 17과 같이 요철판과 알루미늄 블록 사이를 전기적 콘덴서에 비유해 실험해 봤다.

▲ 그림 17. 전열재료 평가를 위한 전기적 길
접촉 열 저항을 평가할 경우에는 온도가 정상 범위에 들어올 때까지 기다려야 하기 때문에 어느 정도의 시간이 필요하다.
그래서 이때 소요되는 시간이 접촉 열 저항과 정전용량에 영향을 미칠 수 있을 것으로 예측했다(그림 18).

▲ 그림 18. 열 저항과 정전용량 사이의 관계
하지만 이를 전기적으로 계측한다면 LCR 미터를 이용해 단시간에 효율적으로 정전용량을 계측할 수 있다.
따라서 이번 파트에서는 전기적인 계측 방법을 사용해 접촉 열 저항을 평가하는 방법에 대해 알아보려한다.
2. 실험 내용
접촉 열 저항이 정전용량과 상관관계가 있는지 여부를 확인하기 위한 실험을 진행했다.
그림 19에 나타낸 구성으로 전열재료의 인가 압력을 변화시키면서 정전용량 변화를 계측했다.

▲ 그림 19. 정전용량 측정을 위한 구성
실험에서는 일직선 2㎜ 요철판과 열십자 2㎜ 요철판을 50㎜×50㎜×3㎜의 알루미늄 판에 4㎜ 간격으로 폭 2㎜, 깊이 0.3㎜의 홈을 밀링 머신을 사용해 제작했으며 이에 대해 그림 20에 나타냈다.

▲ 그림 20. Un-flat 판 2
TC-150CAD와 3M-5519S의 주성분은 실리콘이기 때문에 유전율은 2.6~2.75 정도로 예측할 수 있는데, 전열재료 업체에서 유전율에 대한 언급이 없었기 때문에 이번 실험에서는 재료간의 유전율은 비교하지 않고 공기 유전율과 다르다는 점을 이용해 TC-150CAD만으로 실험했다.
이에 대한 실험 결과를 그림 21과 그림 22에 나타냈다(실험 시 측정 주파수는 5kHz, 100kHz로 함).

▲ 그림 21. 압력 vs 정전용량(5kHz)

▲ 그림 22. 압력 vs 정전용량(100kHz)
그림 21과 22의 결과를 통해 측정 주파수를 변화시켜도 측정값에 영향이 없다는 것을 알 수 있었다.
이에 대한 결과를 자세히 보면 그림 21의 실험에서는 압력을 증가시킴으로써 전열재료가 요철판의 형상에 익숙해졌기 때문에 정전용량이 증가해 결국 포화되는 결과를 가져왔다.
그러나 그림 22의 실험에서는 전열재료가 메우는 간극이 일직선 2㎜판의 간극보다 많아서 낮은 압력으로는 간극을 다 메울 수 없어 공기층이 남기 때문에 정전용량이 포화되지 않는 결과를 보였다.
3. 접촉 열 저항을 포함한 열 저항과 전기현상의 상관 관계
열 저항을 가로축으로 하고 정전용량을 세로축으로 한 실험 결과를 그림 23에 나타냈다.
이를 보면 열 저항이 증가하면 정전용량이 선형으로 감소하는 것을 볼 수 있는데, 이로써 확실히 두 요소간의 상관 관계가 있다는 것을 확인할 수 있다.

▲ 그림 23. 열 저항 vs 정전용량
실제 표면 거칠기에 가까운 요철로 접촉 상태를 고려한 시험
1. 폴리에스텔 메쉬시트
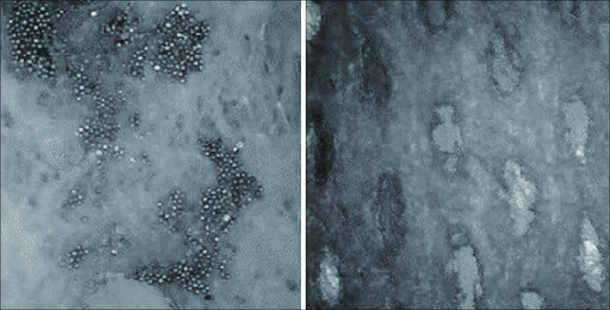
앞선 실험에서 사용한 요철판의 요철은 소자나 방열기의 표면 거칠기보다 크기 때문에 이번 실험에서는 보다 미세한 요철을 사용해 실험했다. 그림 24와 같이 간극의 간격, 선 지름이 다른 4종류의 폴리에스텔 메쉬시트 또한 준비했다. 이번 실험의 개요를 표 3에 정리한다.

▲ 그림 24. 폴리에스텔 메쉬

▲ 표 3. 폴리에스텔 메쉬의 개요
2. 실험 내용
그림 25에 나타낸대로 폴리에스텔 메쉬시트를 알루미늄 블록과 판 사이에 끼워 미세하게 제어된 요철을 사용해 실험했다. 폴리에스텔 메쉬시트는 단열재이기 때문에 전기적인 방법만을 사용했다.

▲ 그림 25. 실험을 위한 구성
실험은 압력을 가했을 때의 알루미늄 블록과 알루미늄 판 사이의 정전용량을 계측하며 진행됐는데, 압력을 가했을 때의 폴리에스텔 메쉬와 전열재료의 밀착도가 알루미늄 판과 폴리에스텔 메쉬 사이의 밀착도에 비해 압도적으로 컸기 때문에 알루미늄 판과 폴리에스텔 메쉬 사이의 밀착도는 무시하고 진행했다(측정 주파수는 100kHz로 함).
3. 실험 결과
그림 26을 보면 알 수 있듯이 압력을 증가시키면 정전용량이 증가해서 결국 포화되는 것을 알 수 있었다. 실험은 미세하게 제어한 요철을 사용해서 실제 표면 거칠기에 가까운 상황을 재현했기 때문에 신뢰할 수 있는 결과이다.

▲ 그림 26. 압력 vs 정전용량(100kHz)
결론과 앞으로의 과제
1. 결론
전열재료를 평가하기 위해 수류를 사용한 평가 시스템을 구축했다. 이 평가 시스템은 대략 15% 이내의 재현성을 갖고 있는 것으로 확인됐다.
그리고 구축한 시스템을 사용해 요철판을 이용한 전열재료의 새로운 평가방법을 검증해봤다. 밀착 정도를 고려한 정량적인 평가가 가능했기 때문에 새로운 평가방법의 유효성을 확인할 수 있었다.
또한 기계적인 밀착도를 평가하는 전기적 방법을 사용해 실험도 했다. 그 결과 특정 인가 압력으로 정전용량이 포화되는 것을 확인했으며, 접촉 열 저항을 포함한 열 저항과 전기 현상의 상관관계를 확인하기 위해 가로축(열 저항)과 세로축(정전용량)으로 하는 그래프를 만들어본 결과 열 저항과 전기 현상이 그래프 상에서 선을 형성하고 있는 것을 파악, 서로 상관관계가 있는 것을 확인했다. 따라서 전기적인 방법으로 밀착도를 단시간에 효율적으로 평가할 수 있을 것으로 보인다.
또한 메쉬시트를 이용해 요철판보다 현실에 가까운 상태에서 전기와 기계적인 상관관계를 확인할 수 있다는 가능성을 제시했다.
2. 앞으로의 과제
이번 실험을 통해 열 저항 측정과 정전용량 측정의 원리를 파악한 결과, 열 저항과 정전용량 사이에 상관관계가 있음을 알 수 있었다.
이에 따라 우리는 향후 전열재료의 두께, 압력 범위 등의 조건을 포함해 실험을 진행할 예정이다.
또한 폴리에스텔 메쉬시트는 열전도가 좋지 않은 재료이기 때문에 평가에 사용하는 것은 바람직하지 못하다.
따라서 앞으로는 알루미늄이나 스테인리스로 구성된 금속 메쉬 재료를 사용해 미세한 간극을 재현·평가할 예정이다.

Yasuhiro SAITO, Takanori KOMURO
Department of Electrical and Electronic Engineering Graduate School Engineering Kanagawa Institute of Technology
Journal of Japan Institute of Electronics Packaging 

게재월 | 2014 - 03
107602
0

copyright(c) HelloT all right reserved